Multiple parameters had to be taken into consideration to achieve the optimum agitator design
Old agitators could not provide the required sugar particle distribution and whiteness
FACTS
-
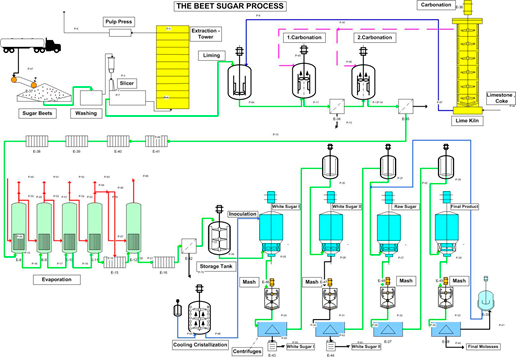
Batch-based crystallizers are one of the most critical items in sugar production
-
Old units often need not just replacement but process optimization in order to fulfil European standards
-
With a wide range of sugar qualities, the process needs detailed analyses before the hardware design for the agitators can begin

STARTING POINT
In sugar production, batch based crystallizers are one of the most critical items in the whole process, and only a minority of our customers also have continuous sugar production. There is a continuous demand for new plants worldwide, as well as for upgrading existing crystallizer units. The UTG Mixing Group co-operates with both end-users in sugar production and engineering companies specialized in sugar processing.
As customers have a wide range of sugar qualities, for example A, B or C (R1; R2; R3), and are located all over the world using different raw materials, including sugar cane and/or sugar beet, the process needs always detailed analyses before the hardware design for the agitators can begin. UTG has long-term experience in agitator applications for sugar production, and we can design optimized units for all process steps.
OUR SOLUTION
To upgrade the customer´s existing unit by not only replacing old agitators with low performance but also installing state-of-the art mixing technology in order to enhance their process, UTG applied in-depth research of the crystallization process. This took into consideration the entire design of the apparatus, including the inlet situation for raw feed material, the draft tube diameter and length, the draft tube internals for the highest axial flow performance, and a combination of possibilities with an upgraded heating chamber design delivered by a third party.
We simulated the entire process, starting with the water-like starter slurry running up finally at strike with viscosities up to some hundred thousand cP.
Smooth material treatment is essential for product quality in order to prevent “coffee mill” effects with a high shear of product and fine grain production, which could not be used for the market.
As we are starting with water-like slurry with around 300 cP and are running up to 250,000 cP, we needed to consider flow change over the batch time. When the sugar crystals are formed, the contents of the solids rises continuously together with the representative viscosity. The sugar crystals in the mother liquor attract more and more “neighbors” and build up connections to them.
As a result, the flow changes and pumping rates and evaporation rates slow down. None of this is an issue if the impeller system is still able to force the slurry through the outer chamber with enough velocity. If the velocity is not high enough and the residence time of sugar is too long inside the outer chambers, the sugar crystals overheat and get burned, negatively impacting the final sugar quality.
IMPLEMENTATION
UTG developed special impeller systems running in a central draft tube with a heat transfer unit of vertical coils
UTG developed a full range of agitator series for the sugar cane and beet process, all of which can be handled with one specific impeller type having an area coverage of more than 80% – the so-called solidity degree. This means that, looking from the top or bottom on the impeller, the circular area (having theoretically a surface of 100%) is covered by 5 special impeller blades by more than 80%. The impeller itself, located in the centered draft tube, has a diameter relation to the draft tube of 90-95%.
We needed to find a solution that would change the simple draft tube flow into forced driven flow. The sugar slurry needed to be pushed forward without having a chance to create a short cut flow. UTG’s PRL-5 impeller is very close to piston pump systems and fulfils the various duties as described above.

The largest machines that UTG delivered to a customer had a driver unit with 132 kW of motor power for an extremely large crystallizer. Most of the units we replace are smaller, but all fulfil their duties as demanded by our customers.
In parallel with traditional development tools, the UTG Mixing Technology R&D Center carried out flow simulation tests in order to optimize the raw product inlet locations for faster material drag in and even homogenization within the all-over volume.
Summary of the upgrade:
- Energy (steam) savings
- Batch time reductions
- Heat transfer increase from 330 W/m² K to 630 W/m²K
- Higher evaporation rates by higher surface renewal
- Optimized grain size distribution of sugar crystals
Higher sugar quality

RESULTS
Shorter batch times and a superb final sugar product
We have received solid feedback from our customers after replacing older units in their sugar plants. The heat-transfer number was increased by more than 90% depending on the basic construction of the crystallizer with self-circulation and/or an agitator installed. The best results could be reached in cooperation with a specialized engineering company while replacing simple heat transfer chambers in the tanks with “honeycomb chambers” with much larger transfer surfaces and certain cross-flow qualities within the pipes instead of pure plug flow. This all results in shorter batch times and a superb final sugar product.
Contact person from UTG for further information:
J.-P.Lindner
Technical Manager, Stelzer
+49 5641 903-62/ Mob. +49 172 9330793