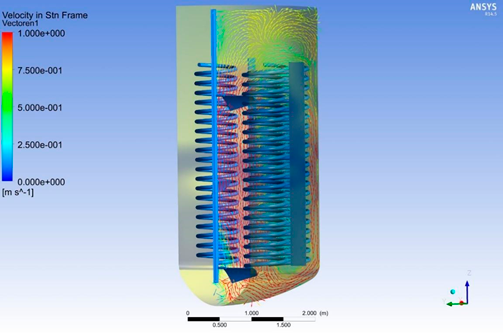
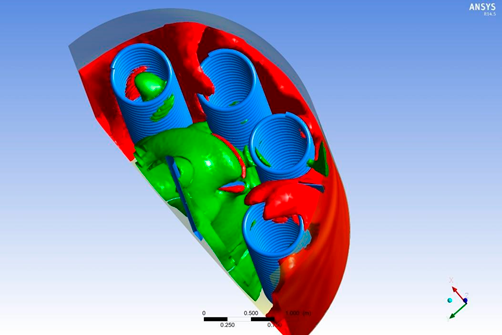
CFD analyses with exact reactor dimensions – including inner coils and baffles – illustrated the flow of the liquid inside the reactor
“We could reduce some of the batches by 4 hours 50 minutes”
FACTS
-
Today’s capacity requirements are challenging the traditional dimensioning of oleochemical processes. Extra care must be paid to designing the circulation rates, since the agitator duty is a complex combination of heat transfer, evaporation rates, mixing time and specific reaction surfaces between the components.
-
CFD analyses combined with experience, empirical tests and analytical process calculations is needed to optimize the agitator configuration. A single research method is not enough due to the complexity of the process.
STARTING POINT
The traditionally defined mixing intensity was insufficient to fulfill the different process duties of the high-capacity unit.
Our customer produces different kinds of esters based on fatty acids at production plants in Malaysia and Indonesia but was having problems with their esterification reactors. The customer had just installed brand new units, but they were unable to get them running with reasonable capacity. The required reaction result took extremely long with batch times of up to 21.5 hours, and these reactors became a bottleneck for the entire plant.
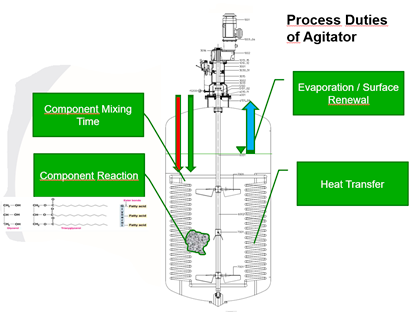
The main agitation duties in these reactors are mixing the raw material, inter-phase mass transfer for the esterification reaction, heat transfer by vertically orientated heating coils, and mass transfer for evaporation on liquid and gas surfaces.
With only two impellers on the shaft and very low power, the fluid circulation rates inside the reactor were too low to fulfill the different process duties.
OUR SOLUTION
The customer wanted a fast-track retrofit of impellers. However, UTG had experience with earlier cases and knew that the installed power of the present system was not enough to solve the problem. Therefore, we proposed replacing the present equipment agitators with a whole new set of agitators.
After detailed analyses of the process itself, we designed completely different agitator units. After being shown proof of the substantial capacity increase offered by the new unit, the customer decided to replace the agitators instead of modifying the existing impellers.
Accordingly, agitators with a two-layer impeller were replaced with multiple high-flow hydrofoil impellers.
Implementation
As we had delivered similar units earlier with comparable product and reactor sizes, it was easy to achieve improvements based on proven solutions. The question was whether the improvement would be enough to fulfil the customer’s need for capacity.
To answer this question, the UTG Mixing Technology R&D Center combined state-of-the-art analytical heat and mass transfer calculations with flow velocities by means of proven CFD flow simulations.
We looked especially at the effect of circulation rates on heat transfer, evaporation rates, mixing times and specific reaction surfaces between the components.
A parallel run of the present and new impeller configurations resulted in heat transfer raising the inner heat transfer number by +35% , the evaporation rates at liquid surface by +47%, the overall mixing time defined by a homogeneity degree of M=95% by + 7% and the specific reaction area based on droplet size generation by +35%.
The CFD analyses with the exact reactor dimensions – including inner coils and baffles – illustrated the flow of the liquid inside the reactor, which allowed us to analyze each specific point inside the reactor to determine possible dead spots and poorly mixed areas.
RESULTS
Plant capacity increased by +30%
After the new agitators, we delivered and installed 4 esterification reactor vessels to the customer, and different batches were produced with them by our customer.
The customer was positively surprised that UTG exceeded all their requests. We received the following report from the customer in a finalization meeting:
“The first batch times were 3 hours shorter in average with the new agitators in comparison with the ones of your competitor and we could even reduce some of the batches by minus 4 h 50 min”. As a result, plant capacity increased by approximately +30%.
Contact person from UTG for further information:
J.-P.Lindner
Technical Manager, Stelzer
+49 5641 903-62/ Mob. +49 172 9330793